鈑金

ボディなどに使用されている、高張力鋼鈑を技術・知識・経験を活かし、金槌による鈑金にこだわり、パテの使用を減らしています。
鋼板は、叩き過ぎると伸びてしまうため。そして、パテを盛りすぎると、振動・水に弱いため、割れや腐る原因となるためです。
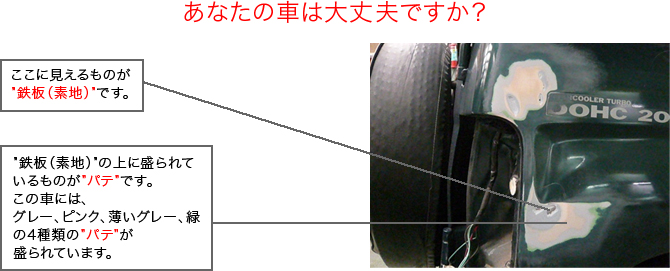
衝突事故のため修理をするため入庫した車です。塗装表面にヒビが入っていたため、塗膜を剥ぎ取ってみると、大量のパテが出てきました。パテというものは、 有害物質を含んでいます。そして、水を含むと腐食したり、衝撃を受けるとヒビ割れします。また、パテの収縮により、鉄板をも変形させます。
これが原因とな り、車体の鉄板が錆びて、腐食します。これは、修理箇所の板金手抜き作業が大きな原因です。(パテで誤魔化している)
「職人のプライド」で、パテの減量に努力しています。
 当社では、お客様に愛車をより長く・大切に乗って頂くために、「職人のプライド」でパテの減量に努めています。
当社では、お客様に愛車をより長く・大切に乗って頂くために、「職人のプライド」でパテの減量に努めています。
フレーム(人間でいう、背骨)が曲がってしまったものを、1mmの寸法にこだわりながらフレーム修正機により、寸法図通りに修正していきます。
フレーム修正機を設置している工場は、あまり多くありません。弊社は、フレーム修正機を2台も所有しています。
愛車を守るため、スポット溶接にもこだわっています。
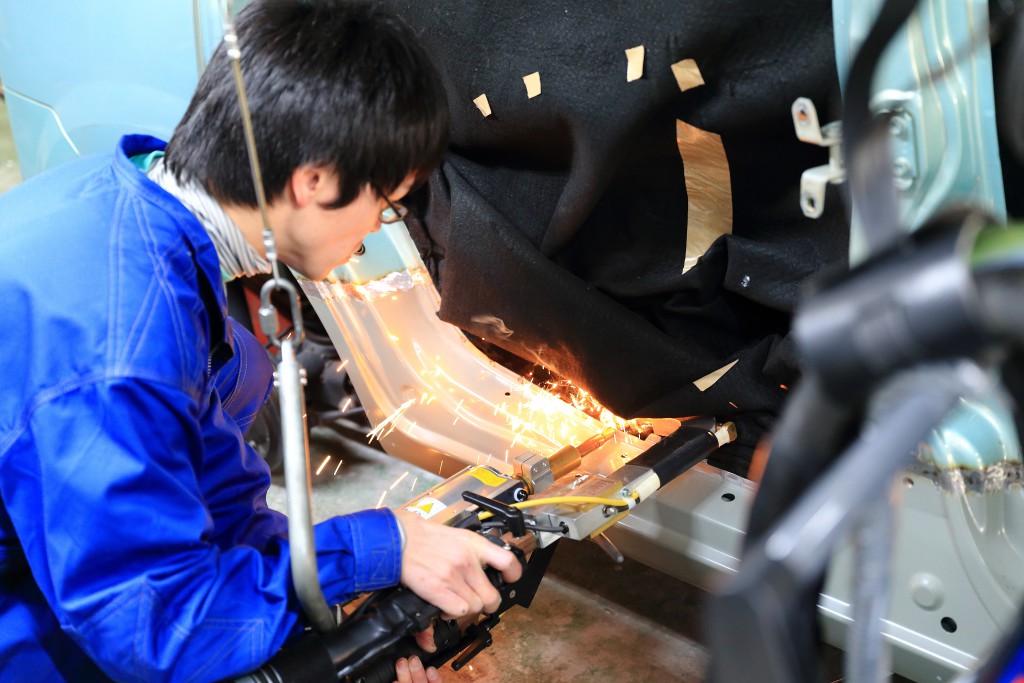
内板骨格パネルや外板パネルを接合するための「スポット溶接」では、メーカーが目指す
「電流値」
「通電時間」
「加圧力」
にこだわり、最新のスポット溶接機を導入し、品質向上を目指いしています。
塗装

塗料は数十種類の着色顔料と金属やガラスなどの光輝顔料の組み合わせにより、その自動車に合ったボディ色を、自分の目と経験で作り上げていきます。
自動車の色の種類は、大きく分けて、ソリッド・メタリック・パール・またはその混合で構成されています。その色は、正面・45度・透かしで違って見えるため、調色するにはかなりの経験とセンスを必要とします。
塗装の手順

塗装の手順として、鈑金後
→ 塗膜処理(色、パテが剥がれないように細かいキズをつけます)
→ 清掃・脱脂
→ パテ塗布(場合によっては数種類を使い分けます)
→ 研磨→塗膜処理→清掃・脱脂
→ プラサフ塗布(防錆液体パテ)
→ 清掃・脱脂 → 調色 → 上塗り
→ マスキング→クリアー塗装→強制乾燥
→ ゴミ取り、肌調整 → 磨き(数種類のコンパウンドを使用)→ 清掃(組付けへ)
と、多くの工程があります。
空気循環のよい圧送式塗装ブースで内で、人体・環境・仕上がりへの配慮をしつつ、調色済み塗料を数μmずつ塗り重ね、仕上げていきます。

塗装の作業工程については、こちらのページもご覧下さい。
![]()
磨きへのこだわり

ミガキは、宝石を磨き上げるがごとく何度もポリッシャーと数種類のコンパウンドを使い分け、1μmレベルの塗膜肌までこだわっていきます。
通常の磨き作業より更に上の工程(コーティングレベルの磨き)までこだわり行っています。
 磨き前の状態(クリックすると拡大されます)
磨き前の状態(クリックすると拡大されます)
 磨き後の状態(クリックすると拡大されます)
磨き後の状態(クリックすると拡大されます)
コーティングレベルの磨き
 ナノグラスコート
ナノグラスコート
あらゆる過酷な試験をクリアしたガラスコーティング材です。三次元架橋されたシロキサン骨格は大きな結合エネルギーを有するため酸性雨やアルカリ性物質・シンナーなどの溶剤にも一切影響せず耐久性を発揮します。
◇表面高度:6~7h
◇耐熱温度:1200℃
◇耐久性:サンシャインウェザーメーター 2000時間(10年)
◇帯電防止効果:10000ボルトクリア
◇防災性:不燃性
◇水接触角:105度(超撥水性)
◇光沢性:87(60度鏡面光沢度)
◇食品衛生法:適合
その他厳しい試験を繰り返し長い年月をかけ開発されたガラスコーディング材です。
※ナノグラスコートジャパン
http://libra-inc.net/nano.html
自動車用圧送式塗装ブース

環境のため、数年後の水性塗料導入に備え、自動車用圧送式塗装ブースを導入しました。
※水性塗料は色の性質上、通常の設備では使用不能です。また、現在はメーカー以外は使用していません。